








როგორ იწარმოება ეს თხელკედლიანი ნაწილები?

ლითონის ტრიალი არის ლითონის ფურცლის სიმეტრიული ბრუნვის ფორმირების პროცესი. spindle ამოძრავებს ბლანკს და ყალიბის ბირთვს ბრუნვისკენ, შემდეგ კი მბრუნავი ბორბალი ახდენს ზეწოლას მბრუნავ ბლანკზე. დაწნული მანქანის მთავარი ლილვის მბრუნავი მოძრაობის და ხელსაწყოს გრძივი და განივი კვების მოძრაობის გამო, ეს ადგილობრივი პლასტიკური დეფორმაცია თანდათან ფართოვდება მთელ ცარიელზე, რითაც იღებს სხეულის ღრუ მბრუნავი ნაწილების სხვადასხვა ფორმებს.
პროცესის ღირებულება: ფორმის ღირებულება (დაბალი), ერთი ნაწილის ღირებულება (საშუალო)
ტიპიური პროდუქტები: ავეჯი, ნათურები, კოსმოსი, ტრანსპორტი, ჭურჭელი, სამკაულები და ა.შ.
გამოსავალი შესაფერისია: მცირე და საშუალო პარტიული წარმოება


ზედაპირის ხარისხი:
ზედაპირის ხარისხი დიდწილად დამოკიდებულია ოპერატორის უნარზე და წარმოების სიჩქარეზე
დამუშავების სიჩქარე: ზომიერი და მაღალი წარმოების სიჩქარე, დამოკიდებულია ნაწილის ზომაზე, სირთულეზე და ლითონის ფურცლის სისქეზე
გამოსაყენებელი მასალები:
შესაფერისია თბილი ლითონის ფურცლებისთვის, როგორიცაა უჟანგავი ფოლადი, სპილენძი, სპილენძი, ალუმინი, ტიტანი და ა.შ.
დიზაინის მოსაზრებები:
1. ლითონის სპინინგი გამოდგება მხოლოდ ბრუნვით სიმეტრიული ნაწილების დასამზადებლად, ხოლო ყველაზე იდეალური ფორმაა ნახევარსფერული თხელი გარსი ლითონის ნაწილები;
2. ლითონის დაწნვით წარმოქმნილი ნაწილებისთვის შიდა დიამეტრი უნდა კონტროლდებოდეს 2,5მ-ის ფარგლებში.

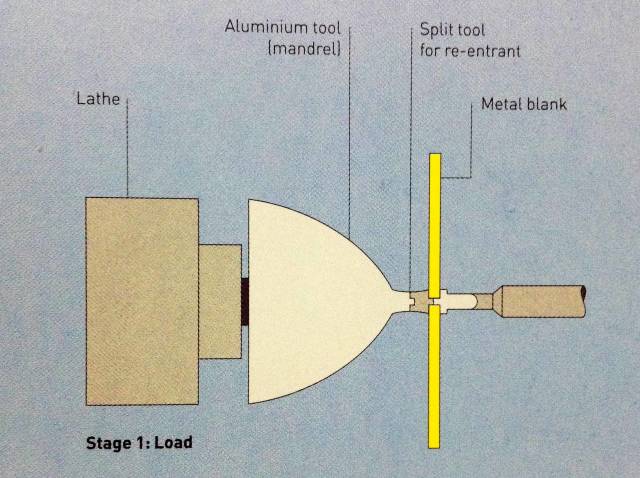
ნაბიჯი 1: დააფიქსირეთ მოჭრილი მრგვალი ლითონის ფურცელი მანქანის მანდრიაზე.
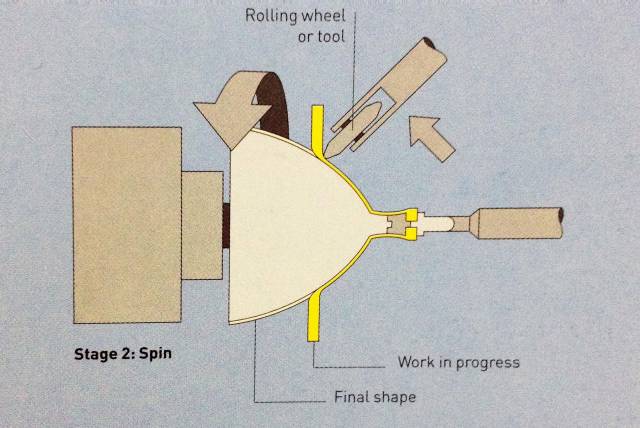
ნაბიჯი 2: მანდრილი ამოძრავებს ლითონის წრიულ ფირფიტას, რომ ბრუნავს მაღალი სიჩქარით, ხოლო ხელსაწყო სარბენით იწყებს ლითონის ზედაპირის დაჭერას, სანამ ლითონის ფირფიტა მთლიანად არ მოერგება ფორმის შიდა კედელს.
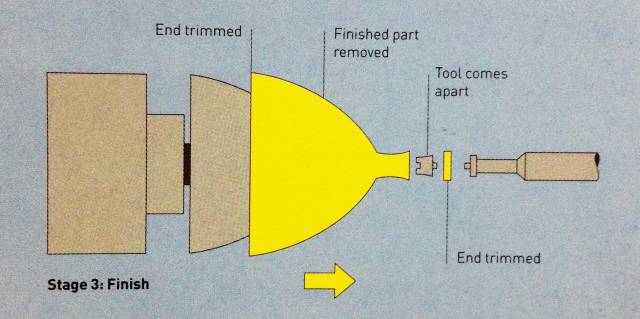
ნაბიჯი 3: ჩამოსხმის დასრულების შემდეგ, მანდრილი ამოღებულია და ნაწილის ზედა და ქვედა ნაწილი ამოჭრილია ჩამოსხმისთვის.
გამოგვიგზავნეთ თქვენი შეტყობინება:
-

ალუმინის CNC დამუშავების ნაწილები
-

ალუმინის ფურცელი ლითონის დამზადება
-

Axis მაღალი სიზუსტის CNC დამუშავების ნაწილები
-

CNC დამუშავებული ნაწილები იტალიისთვის
-

CNC Machining ალუმინის ნაწილები
-

ავტონაწილების დამუშავება
-

ტიტანის შენადნობის სამჭედლოები
-

ტიტანის და ტიტანის შენადნობის ფიტინგები
-

ტიტანისა და ტიტანის შენადნობების ჭურვები
-

ტიტანის და ტიტანის შენადნობის მავთულები
-

ტიტანის ბარები
-

ტიტანის უნაკერო მილები/მილები
-

ტიტანის შედუღებული მილები/მილები